Kernlöcher und Bohrungstoleranzen: Alle Infos im Überblick
Kernlöcher und Bohrungstoleranzen sind zentrale Faktoren beim Gewindeschneiden und bestimmen maßgeblich die Qualität, Passgenauigkeit und Standzeit von Werkzeugen. Bereits kleine Abweichungen beim Bohrdurchmesser können zu fehlerhaften Gewinden oder erhöhtem Verschleiß führen. Deshalb ist es entscheidend, die richtigen Kernlochmaße zu kennen und die relevanten Einflussfaktoren zu berücksichtigen.

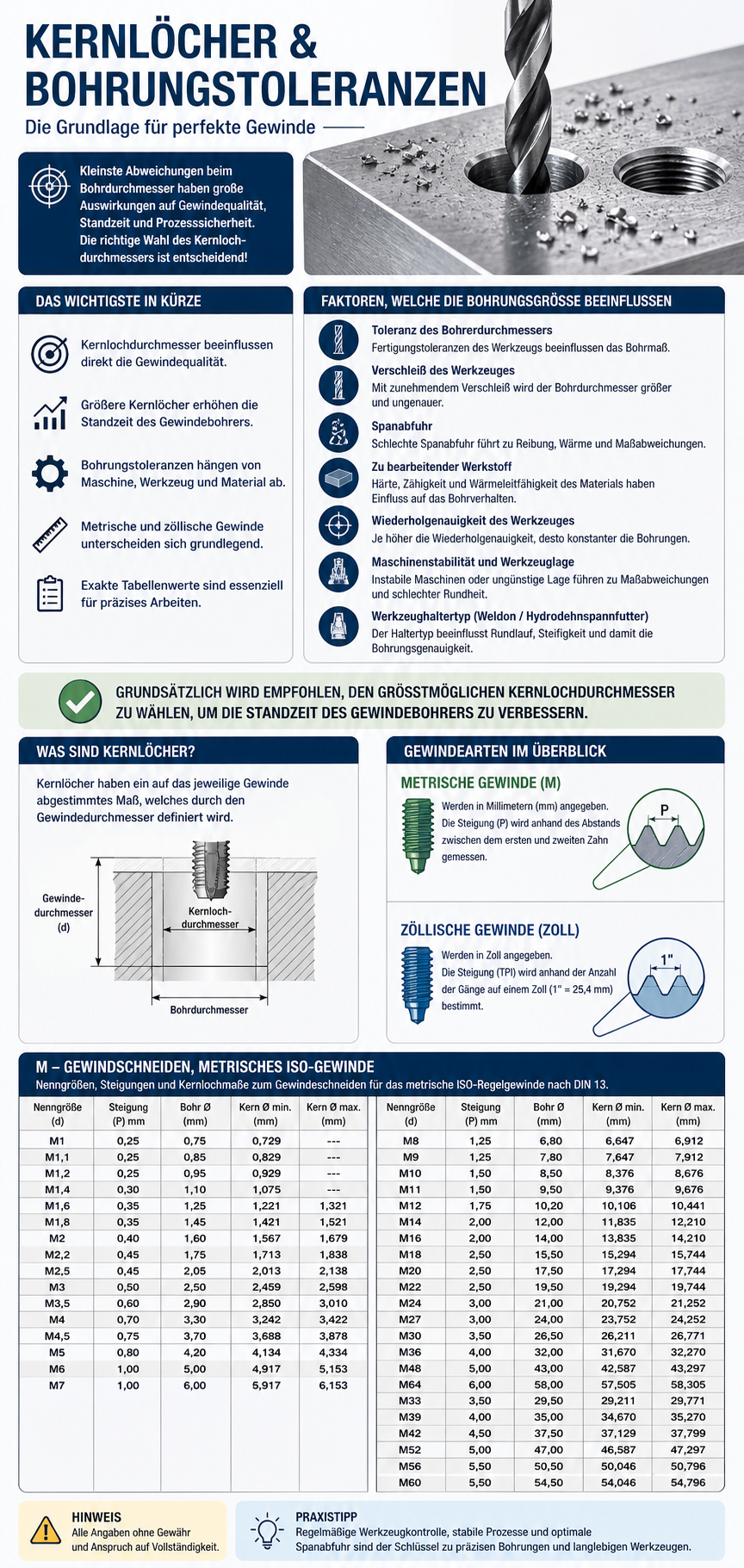
Das Wichtigste in Kürze
- Kernlochdurchmesser beeinflussen direkt die Gewindequalität
- Größere Kernlöcher erhöhen die Standzeit des Gewindebohrers
- Bohrungstoleranzen hängen von Maschine, Werkzeug und Material ab
- Metrische und zöllische Gewinde unterscheiden sich grundlegend
- Exakte Tabellenwerte sind essenziell für präzises Arbeiten
Was ist der richtige Kernlochdurchmesser?
Der richtige Kernlochdurchmesser ergibt sich aus der Gewindegröße und Steigung. Er sollte möglichst groß gewählt werden, um Werkzeugverschleiß zu reduzieren, ohne die Gewindefunktion zu beeinträchtigen.
Einflussfaktoren auf Bohrungstoleranzen
Die tatsächliche Bohrungsgröße weicht oft vom Sollmaß ab. Das liegt an mehreren Faktoren, die sich gegenseitig beeinflussen. Der Bohrerdurchmesser selbst hat bereits eine Fertigungstoleranz. Dazu kommt der Verschleiß des Werkzeugs, der sich mit jeder Nutzung erhöht. Auch die Spanabfuhr spielt eine große Rolle. Werden Späne nicht sauber abgeführt, kann das Loch größer oder ungenau werden.
Der Werkstoff beeinflusst ebenfalls das Ergebnis. Harte Materialien führen oft zu anderen Bohrbildern als weiche. Die Wiederholgenauigkeit der Maschine bestimmt, wie konstant die Ergebnisse sind. Eine instabile Maschine führt zu Abweichungen. Ebenso wichtig ist die Werkzeuglage. Schon kleine Schwingungen wirken sich aus.
Auch der Werkzeughalter ist entscheidend. Ein Weldon-Halter verhält sich anders als ein Hydrodehnspannfutter. Diese Unterschiede wirken sich direkt auf die Präzision aus. Deshalb sollte das gesamte System betrachtet werden und nicht nur der Bohrer.
Bedeutung des Kernlochdurchmessers beim Gewindeschneiden
Der Kernlochdurchmesser bestimmt die Grundlage für jedes Gewinde. Ist das Loch zu klein, steigt der Widerstand beim Schneiden stark an. Das führt zu höherem Verschleiß und kann den Gewindebohrer beschädigen. Ist das Loch zu groß, wird das Gewinde zu schwach und hält weniger Belastung aus.
Deshalb gilt die Empfehlung, den größtmöglichen Kernlochdurchmesser zu wählen. Dadurch reduziert sich die Belastung auf das Werkzeug. Gleichzeitig bleibt die Gewindefunktion erhalten. Diese Balance ist entscheidend für wirtschaftliches Arbeiten.
Ein weiterer Vorteil größerer Kernlöcher ist die bessere Spanabfuhr. Dadurch wird das Risiko von Blockaden reduziert. Zudem verbessert sich die Oberflächenqualität des Gewindes. In der Praxis führt das zu stabileren Prozessen und weniger Ausschuss.
Unterschiede zwischen metrischen und zöllischen Gewinden
Gewinde werden grundsätzlich in zwei Systeme unterteilt. Metrische Gewinde werden in Millimetern angegeben. Die Steigung wird als Abstand zwischen zwei Gewindegängen gemessen. Das macht die Berechnung sehr einfach und übersichtlich.
Zöllische Gewinde funktionieren anders. Hier wird die Anzahl der Gewindegänge pro Zoll angegeben. Ein Zoll entspricht 25,4 Millimetern. Dadurch ergibt sich eine völlig andere Berechnungslogik.
Diese Unterschiede sind wichtig, da sie direkt den Kernlochdurchmesser beeinflussen. Wer metrische Werte auf zöllische Systeme überträgt, riskiert Fehler. Deshalb sollte immer das passende System verwendet werden. Besonders im internationalen Kontext ist das entscheidend.
Kernlochtabelle für metrische ISO-Gewinde nach DIN 13
Die folgende Tabelle zeigt wichtige Werte für das metrische ISO-Regelgewinde. Sie dient als Grundlage für präzises Arbeiten beim Gewindeschneiden.
| Nenngröße | Steigung (mm) | Bohr Ø (mm) | Kern Ø min. | Kern Ø max. |
|---|---|---|---|---|
| M1 | 0,25 | 0,75 | 0,729 | — |
| M1,6 | 0,35 | 1,25 | 1,221 | 1,321 |
| M2 | 0,4 | 1,6 | 1,567 | 1,679 |
| M3 | 0,5 | 2,5 | 2,459 | 2,599 |
| M4 | 0,7 | 3,3 | 3,242 | 3,422 |
| M5 | 0,8 | 4,2 | 4,134 | 4,334 |
| M6 | 1 | 5 | 4,917 | 5,153 |
| M8 | 1,25 | 6,8 | 6,647 | 6,912 |
| M10 | 1,5 | 8,5 | 8,376 | 8,676 |
| M12 | 1,75 | 10,2 | 10,106 | 10,441 |
| M16 | 2 | 14 | 13,835 | 14,21 |
| M20 | 2,5 | 17,5 | 17,294 | 17,744 |
| M24 | 3 | 21 | 20,752 | 21,252 |
| M30 | 3,5 | 26,5 | 26,211 | 26,771 |
| M36 | 4 | 32 | 31,67 | 32,27 |
| M42 | 4,5 | 37,5 | 37,129 | 37,799 |
| M48 | 5 | 43 | 42,587 | 43,297 |
| M56 | 5,5 | 50,5 | 50,046 | 50,796 |
| M64 | 6 | 58 | 57,505 | 58,305 |
Diese Werte sind Richtwerte. In der Praxis können Abweichungen auftreten. Deshalb sollte immer eine Kontrolle erfolgen.
Praktische Optimierung und versteckte Einflussfaktoren
Neben den klassischen Faktoren gibt es weitere Aspekte, die oft übersehen werden. Die Temperatur beim Bohren beeinflusst die Materialausdehnung. Dadurch kann sich der Bohrdurchmesser leicht verändern. Auch Kühlschmierstoffe spielen eine Rolle. Sie verbessern nicht nur die Spanabfuhr, sondern stabilisieren den Prozess.
Ein oft unterschätzter Punkt ist die Kombination aus Maschine und Werkzeughalter. Moderne Hydrodehnspannfutter bieten eine höhere Rundlaufgenauigkeit. Dadurch entstehen präzisere Bohrungen. Gleichzeitig reduzieren sie Vibrationen.
Ein neuer Blickwinkel ist die Prozesskette. Nicht nur das Bohren selbst ist entscheidend. Auch die Vorbearbeitung und Nachbearbeitung beeinflussen das Ergebnis. Wer hier optimiert, kann die Toleranzen deutlich verbessern.
Zusätzlich lohnt sich eine Analyse der Werkzeugstandzeiten. Wer systematisch misst, erkennt frühzeitig Abweichungen. Dadurch lassen sich Fehler vermeiden, bevor sie entstehen.
Fazit
Kernlöcher und Bohrungstoleranzen sind entscheidend für präzise Gewinde und langlebige Werkzeuge. Wer alle Einflussfaktoren kennt und berücksichtigt, kann Qualität und Effizienz deutlich steigern. Besonders wichtig ist die richtige Wahl des Kernlochdurchmessers sowie die Kontrolle der gesamten Prozesskette. Mit den passenden Tabellenwerten und einem geschulten Blick lassen sich Fehler vermeiden und optimale Ergebnisse erzielen.