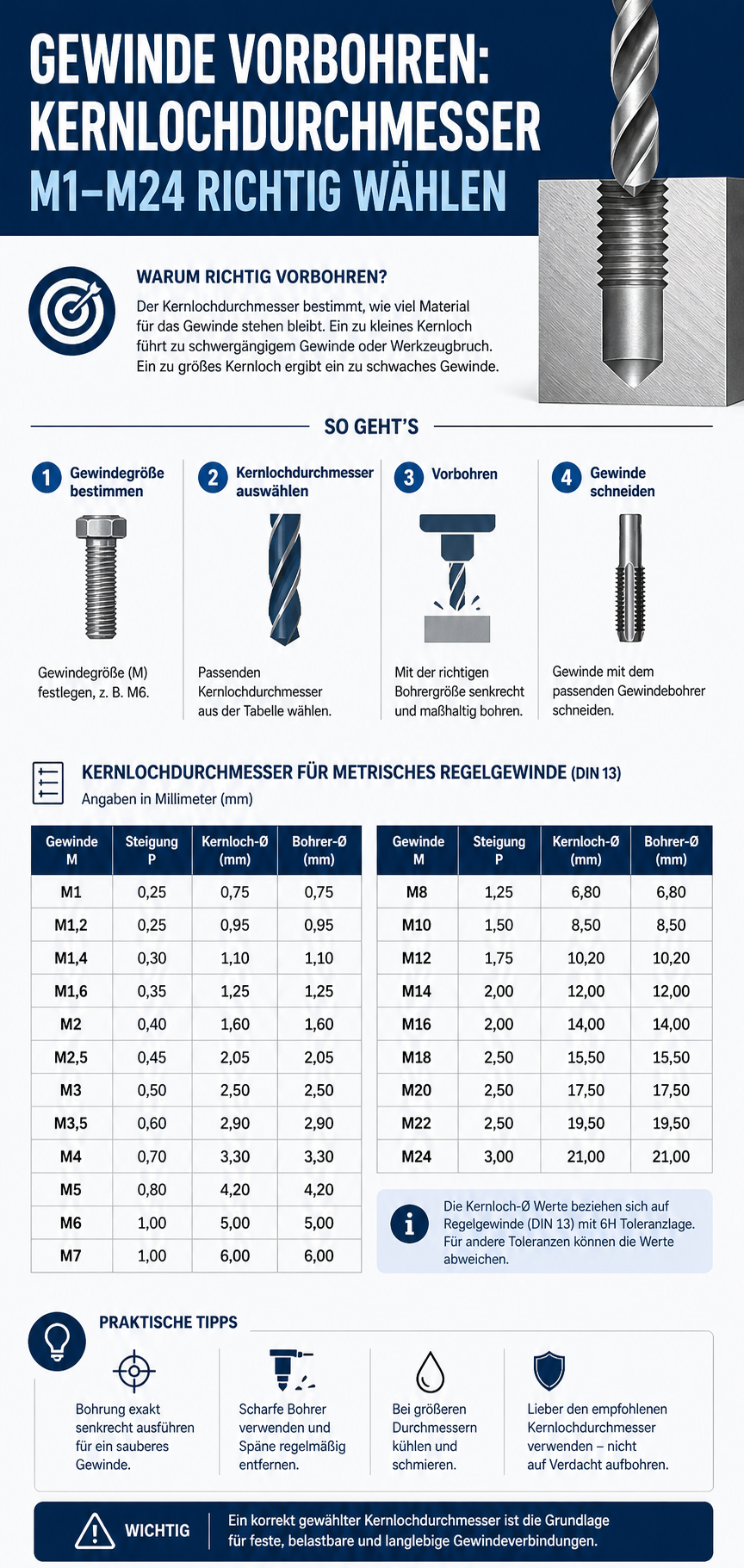
Gewinde vorbohren: Kernlochdurchmesser M1–M24 richtig wählen
Beim Gewindeschneiden ist das richtige Kernloch entscheidend. Wer ein Gewinde vorbohren möchte, muss den passenden Bohrdurchmesser exakt kennen. Ein zu großes Kernloch führt zu schwachen Gewinden, ein zu kleines kann den Gewindebohrer beschädigen.
Das Wichtigste in Kürze
- Das Kernloch ist die Bohrung für das spätere Innengewinde
- Der Kernlochdurchmesser ist immer kleiner als der Gewindedurchmesser
- Faustregel: Nenndurchmesser minus Steigung
- Gewindelänge sollte zwischen zwei- und dreifachem Durchmesser liegen
- Nur wenige Gewindegänge tragen die Hauptlast
Was ist ein Kernloch beim Gewinde vorbohren?
Ein Kernloch ist die Bohrung, in die ein Innengewinde geschnitten wird. Diese Vorbohrung ist notwendig, damit der Gewindebohrer sauber arbeiten kann. Umgangssprachlich spricht man auch vom Gewinde vorbohren. Wichtig ist, dass das Kernloch immer etwas kleiner als der Nenndurchmesser des Gewindes ist. Nur so entstehen saubere Gewindeflanken.
Wird das Loch zu groß gewählt, greift das Gewinde nicht richtig. Wird es zu klein gewählt, steigt die Bruchgefahr des Werkzeugs. Besonders bei kleinen Gewinden wie M1 bis M3 ist Präzision entscheidend. Auch das Material spielt eine Rolle. Weiche Werkstoffe erlauben kleinere Abweichungen. Harte Materialien benötigen exakte Maße.
Faustregel zur Berechnung des Kernlochdurchmessers
Die wichtigste Regel lautet: Nenndurchmesser minus Gewindesteigung. Diese einfache Formel funktioniert bei metrischen Regelgewinden zuverlässig. Sie hilft vor allem, wenn keine Tabelle zur Hand ist.
- Beispiel M6: 6 mm minus 1,0 mm ergibt 5,0 mm.
- Beispiel M8: 8 mm minus 1,25 mm ergibt 6,8 mm.
Diese Werte stimmen mit den Normtabellen überein. Dennoch sollte man sich nicht ausschließlich auf die Faustregel verlassen. Gerade bei Feingewinden weichen die Werte ab. Auch Fertigungstoleranzen können Einfluss haben. Daher ist eine Tabelle immer die sicherste Methode. In der Praxis wird die Formel oft zur schnellen Kontrolle genutzt.
Kernloch Tabelle für metrische Regelgewinde M1 bis M64
Die folgende Tabelle zeigt alle wichtigen Kernlochdurchmesser und Steigungen für metrische Regelgewinde:
| Gewinde | Kernloch (mm) | Steigung (mm) |
|---|---|---|
| M1 | 0,75 | 0,25 |
| M1,1 | 0,85 | 0,25 |
| M1,2 | 0,95 | 0,25 |
| M1,4 | 1,1 | 0,30 |
| M1,6 | 1,3 | 0,35 |
| M1,8 | 1,5 | 0,35 |
| M2 | 1,6 | 0,40 |
| M2,2 | 1,8 | 0,45 |
| M2,5 | 2,1 | 0,45 |
| M3 | 2,5 | 0,50 |
| M3,5 | 2,9 | 0,60 |
| M4 | 3,3 | 0,70 |
| M5 | 4,2 | 0,80 |
| M6 | 5,0 | 1,00 |
| M7 | 6,0 | 1,00 |
| M8 | 6,8 | 1,25 |
| M9 | 7,8 | 1,25 |
| M10 | 8,5 | 1,50 |
| M12 | 10,2 | 1,75 |
| M14 | 12,0 | 2,00 |
| M16 | 14,0 | 2,00 |
| M18 | 15,5 | 2,50 |
| M20 | 17,5 | 2,50 |
| M22 | 19,5 | 2,50 |
| M24 | 21,0 | 3,00 |
| M27 | 24,0 | 3,00 |
| M30 | 26,5 | 3,50 |
| M36 | 32,0 | 4,00 |
| M42 | 37,5 | 4,50 |
| M48 | 43,0 | 5,00 |
| M56 | 50,5 | 5,50 |
| M64 | 58,0 | 6,00 |
Diese Tabelle beantwortet direkt die Frage: Welche Bohrung für welches Gewinde?
Unterschied zwischen Regelgewinde und Feingewinde
Beim Kernloch muss zwischen Regelgewinde und Feingewinde unterschieden werden. Regelgewinde sind Standard und werden am häufigsten verwendet. Feingewinde haben eine kleinere Steigung. Dadurch ergibt sich ein größerer Kernlochdurchmesser.
Der Vorteil von Feingewinden liegt in höherer Festigkeit und besserer Feinjustierung. Allerdings sind sie empfindlicher gegenüber Verschmutzung. In der Praxis werden sie oft im Maschinenbau eingesetzt. Für Heimwerker reicht meist das Regelgewinde. Dennoch sollte man den Unterschied kennen, um Fehler zu vermeiden. Tabellen für Feingewinde sind separat zu betrachten.
Gewindelänge und Kernlochtiefe richtig bestimmen
Die Gewindelänge ist entscheidend für die Stabilität der Verbindung. Sie sollte mindestens zweimal und maximal dreimal dem Gewindedurchmesser entsprechen. Bei M6 bedeutet das eine Länge von 12 bis 18 mm. Die Kernlochtiefe muss etwas größer sein als die Gewindelänge.
Nur so kann der Gewindebohrer vollständig arbeiten. Ein zu kurzes Kernloch führt zu unvollständigen Gewinden. Ein zu langes bringt keinen Vorteil. Interessant ist, dass nur drei bis vier Gewindegänge die Hauptlast tragen. Der Rest hat kaum Einfluss. Deshalb ist eine überlange Gewindebohrung ineffizient. Beispiel M3: empfohlene Tiefe 9 mm.
Tabelle Gewindetiefe und Kernlochtiefe
| Gewinde | Gewindelänge | Kernlochtiefe |
|---|---|---|
| M3 | 4,5–9 mm | 9 mm |
| M4 | 6–12 mm | 12 mm |
| M5 | 7,5–15 mm | 15 mm |
| M6 | 9–18 mm | 18 mm |
| M7 | 10,5–21 mm | 21 mm |
| M8 | 12–24 mm | 24 mm |
| M9 | 13,5–27 mm | 27 mm |
| M10 | 15–30 mm | 30 mm |
| M12 | 18–36 mm | 36 mm |
Praxiswissen: Warum wenige Gewindegänge die Last tragen
Ein oft unterschätzter Punkt ist die Lastverteilung im Gewinde. Viele denken, dass alle Gewindegänge gleich belastet werden. Das stimmt jedoch nicht. Die ersten drei bis vier Gewindegänge übernehmen fast die gesamte Last. Danach nimmt die Belastung stark ab.
Das hat mit Materialverformung und Reibung zu tun. Deshalb bringt eine längere Gewindebohrung keinen echten Vorteil. Im Gegenteil, sie erhöht nur den Arbeitsaufwand. Dieses Wissen ist besonders im Maschinenbau wichtig. Es hilft, effizienter zu arbeiten und Material zu sparen. Gleichzeitig erhöht es die Sicherheit der Verbindung.
Den richtigen Kernlochdurchmesser für verschiedene Materialien wählen
Der theoretische Kernlochdurchmesser aus der Standardtabelle ist ein hervorragender Richtwert, doch die Materialbeschaffenheit spielt in der Praxis eine entscheidende Rolle. Bei zähen Werkstoffen wie Aluminium oder rostfreiem Stahl neigt das Material beim Gewindeschneiden zum „Fließen“, was das Gewinde verengen kann; hier empfiehlt es sich, das Kernloch am oberen Ende der Toleranz zu bohren.
Im Gegensatz dazu erfordern spröde Materialien wie Gusseisen eine exakte Einhaltung der Maße, da das Material nicht nachgibt und der Gewindebohrer bei einem zu kleinen Loch leicht brechen kann. Achten Sie bei der Wahl Ihrer Bohrergröße also stets darauf, ob Sie in weiche, zähe oder harte Metalle schneiden, um ein sauberes Flankenprofil zu erhalten.
Die mathematische Formel zur Berechnung des Kernlochs
Falls Sie gerade keine Tabelle zur Hand haben, lässt sich der benötigte Kernlochdurchmesser für metrische ISO-Regelgewinde ganz einfach selbst berechnen. Die Faustformel lautet: Nenndurchmesser (D) minus Steigung (P) ergibt den Durchmesser des Kernlochs (d).
Für ein M8-Gewinde mit einer Standardsteigung von 1,25 mm ergibt sich so ein Bohrer-Durchmesser von 6,75 mm (gerundet 6,8 mm). Bei Feingewinden ist diese Berechnung besonders kritisch, da die Steigung deutlich geringer ausfällt und schon kleine Abweichungen dazu führen, dass das Gewinde später nicht die erforderliche Tragkraft aufweist oder der Bolzen klemmt.
Vorbereitung ist alles: Senken vor dem Bohren des Kernlochs
Ein häufiger Fehler bei der Erstellung von Innengewinden ist das Ignorieren des Senkvorgangs nach dem Bohren des Kernlochs. Bevor Sie den Gewindebohrer ansetzen, sollten Sie die Bohrung mit einem 90°-Kegelsenker leicht anfasen, sodass der Durchmesser der Fase etwa dem Nenndurchmesser des Gewindes entspricht.
Dies erfüllt zwei Zwecke: Erstens findet der Gewindebohrer eine bessere Führung und verkantet nicht so leicht beim Anschnitt. Zweitens verhindert die Fase, dass beim Schneiden des ersten Gewindegangs Material nach oben gedrückt wird, was eine plane Auflage der Schraube oder des Bauteils verhindern würde.
Fazit
Das richtige Kernloch entscheidet über die Qualität eines Gewindes. Mit der Faustregel und der Tabelle lassen sich alle Größen von M1 bis M24 sicher bestimmen. Wichtig sind auch Gewindetiefe und Kernlochtiefe. Wer diese Faktoren beachtet, vermeidet typische Fehler und erhält stabile Verbindungen. Besonders entscheidend ist das Verständnis, dass wenige Gewindegänge die Hauptlast tragen. So arbeitest du effizient und präzise.
FAQ
Was passiert, wenn der Kernlochdurchmesser zu klein gebohrt wird?
Wenn das Loch zu klein ist, muss der Gewindebohrer zu viel Material abtragen, was den Kraftaufwand massiv erhöht. In den meisten Fällen führt dies zum Bruch des Werkzeugs direkt im Werkstück.
Kann ich statt eines 6,8 mm Bohrers auch einen 7 mm Bohrer für M8 nehmen?
Ein 7 mm Bohrer ist für ein Standard-M8-Gewinde bereits zu groß, wodurch die Gewindeflanken nicht tief genug geschnitten werden. Das Resultat ist ein instabiles Gewinde, das unter Last sehr leicht ausreißen kann.
Warum ist der Kernlochdurchmesser bei Aluminium anders als bei Stahl?
Aluminium ist ein weiches, zähes Metall, das beim Schneiden dazu neigt, sich leicht zu verformen und in das Gewinde zu drücken. Um ein Festfressen des Werkzeugs zu verhindern, wählt man hier oft ein minimal größeres Kernloch.
Wie berechnet man den Kernlochdurchmesser für Zollgewinde?
Die Formel bleibt prinzipiell gleich, jedoch müssen Sie die Maße zuerst von Zoll in Millimeter umrechnen (1 Zoll = 25,4 mm). Der Durchmesser ergibt sich dann ebenfalls aus dem Außendurchmesser minus der Steigung (1 geteilt durch Gänge pro Zoll).
Welchen Senker verwendet man für die Vorbereitung des Kernlochs?
Für die Vorbereitung eines Gewindes verwendet man fast ausschließlich einen Kegelsenker mit einem Spitzenwinkel von 90 Grad. Dieser erzeugt die ideale Fase, damit der Gewindebohrer sauber zentriert werden kann.
Muss man beim Bohren des Kernlochs Schmiermittel verwenden?
Beim Bohren in Metall ist die Verwendung von Schneidöl oder Bohrmilch zwingend erforderlich, um die Hitzeentwicklung zu reduzieren. Dies schont den Bohrer und sorgt für eine glattere Oberfläche der Bohrungswand.
Was ist der Unterschied zwischen Kernloch und Nenndurchmesser?
Der Nenndurchmesser beschreibt das fertige Außenmaß der Schraube (z.B. 10 mm bei M10). Das Kernloch ist hingegen die Bohrung, in die das Gewinde erst noch hineingeschnitten werden muss.
Gibt es spezielle Kernlochdurchmesser für Sacklöcher?
Der Durchmesser bleibt gleich, aber die Tiefe des Kernlochs muss größer sein als die geplante Gewindetiefe. So haben die Späne am Boden des Lochs Platz, ohne den Gewindebohrer zu blockieren.
Welcher Kernlochdurchmesser wird für ein M6 Gewinde benötigt?
Für ein Standard-M6-Regelgewinde benötigt man einen Bohrer mit einem Durchmesser von exakt 5,0 mm. Dies ergibt sich aus dem Nenndurchmesser 6 mm minus der Standardsteigung von 1,0 mm.
Wo findet man offizielle Tabellen für den Kernlochdurchmesser?
Verlässliche Maße finden sich in der DIN ISO 965-1 oder in professionellen Tabellenbüchern für Metallberufe. Online bieten namhafte Werkzeughersteller wie Gühring oder Hoffmann Group geprüfte Tabellen an.